Современное производство по горячему цинкованию
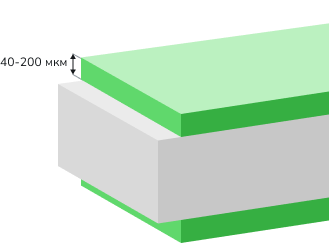
Горячее цинкование – это процесс нанесения защитного цинкового покрытия на металлические изделия для защиты от коррозии и разрушающего воздействия окружающей среды. На элементах изделий образуется защитный слой, который равномерно покрывает поверхность, а его толщина колеблется в среднем от 40 до 200 мкм.
Цинковое покрытие
Срок службы
Одна из самых больших ванн на территории Сибири и Дальнего Востока
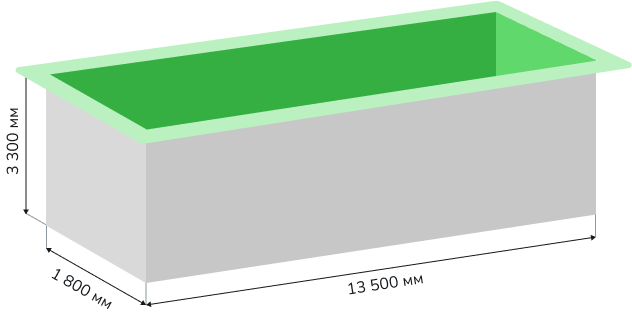
Производственная мощность: 36 000 тонн в год
Сферы применения горячего цинкования
Сферы применения горячего цинкования
Полный производственный цикл
Горячее оцинкование осуществляется в два основных этапа: подготовка поверхности к обработке и погружение металлоизделия в расплавленный цинк. Основные нюансы технологического процесса регламентируются по ГОСТ 9.307-2021. Чтобы результат обработки деталей был соответствующим, необходимо четко соблюдать предписания стандарта и тщательно подойти к выполнению всех этапов:
 1
1
Предварительная подготовка
Для обеспечения качественной адгезии цинкового покрытия металлическое изделие проходит шестиэтапную подготовку: взвешивание и контроль для расчёта расхода цинка и устранения дефектов; механическую очистку от окалины, коррозии и загрязнений; обезжиривание ортофосфорной кислотой при 75°C; промывку для удаления остатков реагентов; кислотное травление соляной кислотой для ликвидации следов коррозии с последующей промывкой; и финишное флюсование, значительно повышающее адгезию покрытия.
 2
2
Горячее оцинкование
После химической подготовки металлического изделия к горячему оцинкованию, изделие сушат, погружают в ванну с расплавленным цинком при температуре 455 ℃, и выдерживают необходимое время, от времени нахождения изделия в ванне, зависит толщина слоя цинкового покрытия. После извлечения из ванны, изделие проходит контролируемое охлаждение и снимается с траверсы, при необходимости подвергается последующей механической обработке, позволяющей удалить технологические наплывы и добиться равномерной толщины покрытия.
 3
3
Проверка и отправка заказчику
Заключительным этапом является визуальный осмотр изделия на предмет равномерности защитного слоя, отсутствия дефектов, таких как наплывы или разрывы, снятие всех необходимых замеров, связанных с качеством и толщиной цинкового покрытия. Специалисты производят замеры толщины защитного слоя при помощи магнитного толщиномера, качество адгезии проверяется ударными испытаниями, либо испытаниями на изгиб. Удостоверившись в соответствии всех параметров, изделие отправляют для дальнейшей подготовки к отгрузке.